在成型機上的糾偏應用
輪胎製造-在成型機上的糾偏應用一、主供料架和主貼合鼓的糾偏應用綜述
在輪胎生產成型過程中,由於工藝上對胎側和內襯層部件的複合尺寸精度和定中心精度以及簾布的定中心精度要求較高,所以通常部件導開或傳送過程中對胎側採用定單邊糾偏,內襯層採用定中心糾偏,以確保兩種膠料部件的複合尺寸和復合精度,在各簾布定中心。
同時為了保證貼合到成型鼓上的各層部件中心滿足精度要求,通常會在貼合鼓和公用模板處加裝一套數碼傳感器糾偏系統,以確保各部件在成型鼓上貼合時的定中心精度。
二、Ply公用模板纠偏功能:如左圖:當貼合物料時,糾偏控制器在自動狀態下,數碼相機1和2分別檢查到物料的左右兩個邊緣的像素位置,控制器根據數碼相機的檢查值適時計算出物料的實際位置,並和糾偏的目標位置進行比較得到物料的偏差位移,控制器根據物料的偏差位移輸出相應的信號給驅動器EMS17,驅動器驅動公用模板和物料移動相應的位移,保證最終物料的中心和鼓的中心一致。當公用模板處於等待位置時,數碼相機沒有檢查到物料的位置,糾偏處於回中狀態,公用模板處於機械中心位置。在糾偏過程中同時可以實時地計算出物料的實際寬度。通過Prologic中的專用程序可以對各層物料單獨設定偏差修正值。
三、帶束層糾偏(Belt Server)原理:如右圖所示,數碼傳感器檢測帶束層的位置,根據料寬等參數以“定左單邊→定中→定右單邊”的模式來執行糾偏,糾偏後的物料在磁性傳送帶上被固定,然後到達帶束層成型鼓的指定位置。
1. 在機械設計上必須保證帶束層在傳送帶上能夠通過磁鐵或壓輥有效固定且CCD能通過兩個傳 送帶的間隙找到高頻光源 。
2. 保證帶束層在糾偏過程中前後固定點之間的距離在10mm之內;
3. 保證帶束層不在傳送帶上滑動,保證帶束層的每一部分都能夠有效地糾偏,包括頭部和尾部。
公司資訊
訊息公告
產品介紹
聯絡我們
























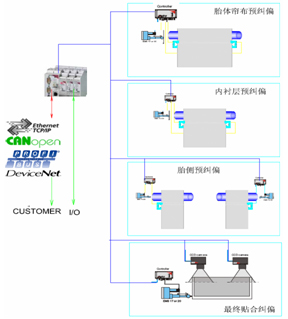

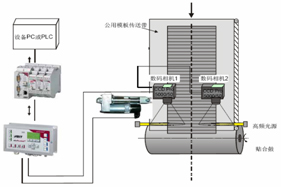
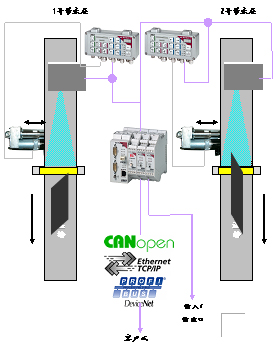
圖2.jpg)
圖3.jpg)